Máy chấn tôn là một máy gia công đơn giản được dùng để uốn, gấp kim loại tấm. Sự đa dạng của độ dày vật liệu, chiều dài và hình dạng tấm vật liệu đòi hỏi tuỳ biến lớn về kích thước, lực chấn, và các dụng cụ (tools) đi kèm. Vì lý do này, điều quan trọng là phải phân tích sâu về nhu cầu sản xuất của bạn, để chọn và mua một máy chấn có thể thực hiện công việc sản xuất một cách hoàn hảo nhất.

Nếu bạn chưa biết cách lựa chọn một máy chấn phù hợp thì hãy lưu ý những yếu tố quan trọng của một máy chấn tôn như sau:
1. Chiều dài bàn làm việc
2. Lực chấn của máy
3. Hành trình chấn
4. Độ sâu họng
5. Bộ kẹp dao, cối của máy
6. Hệ thống cữ sau
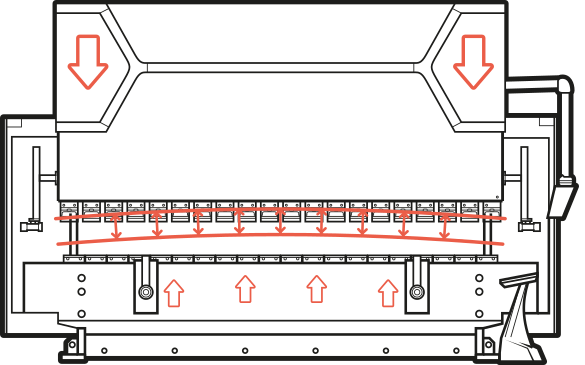
7. Hệ thống bù sai số
8. Hệ thống tiết kiệm năng lượng
9. Cơ cấu đỡ phôi phía trước và bảng theo dõi tính lực
10. Hệ thống điều khiển góc chấn
11. Tùy chọn bổ sung và phụ kiện máy.
Việc lựa chọn một máy chấn không hề dễ dàng với cả những người có kinh nghiệm, Nhưng với loạt bài hướng dẫn này, bạn sẻ có thể chọn một máy chấn phù hợp với công việc của mình. Trong phần đầu tiên này, chúng tôi sẻ tập trung vào cách chọn chiều dài máy, lực chấn, hành trình chấn, họng máy và cơ cấu kẹp dao cụ.
Chiều dài làm việc của máy phụ thuộc vào độ dài tối đa của vật gia công. Tuy nhiên bạn cũng cần lưu ý đến khoảng cách giữa hai vách máy ( hay khoảng cách giữa hai trục chính) bởi vì chiều dài làm việc của máy luôn lớn hơn khoảng cách giữa hai vách máy, nhưng cữ sau chỉ hoạt động trong khoảng nhỏ hơn khoảng cách giữa hai vách máy, và chiều rộng phần gấp lên bị giới hạn bởi họng máy.
Ví dụ:
– Chiều dài máy là 3100mm
– Khoảng cách giữa hai vách thân máy là: 2600mm
– Độ sâu họng máy là 400mm
=> Nếu bạn chấn sản phẩm dài 3100mm, có cạnh cần gấp lên > 400mm thì bạn sẻ không làm được, bạn chỉ có thể làm được chiều dài sản phẩm < 2600mm.

Ngoài ra, trường hợp nhà xưởng của bạn chỉ có một cái máy chấn và sản phẩm có > 2 chiều dài cần chấn riêng lẻ thì cũng cần tính tới chiều dài máy để chấn một lúc ra thành phẩm luôn, tránh trường hợp phải thay đổi dao cối nhiều lần.
Ví dụ: Kích thước vỏ tủ điện của bạn là 800x1700mm. Bạn có thể chấn tất cả các cạnh ngắn 800mm trước sau đó chấn các cạnh dài 1700mm sau. Bằng cách này bạn chỉ cần một máy chấn dài 2000mm là có thể làm việc được, nhưng hiệu quả sẻ khá thấp. Mặt khác, bạn có thể chọn một máy dài 3000mm được trang bị hai cụm dao cối có khoảng cách tâm giống nhau cho một cạnh dài và một cạnh ngắn của tủ. Như vậy, Bạn không phải mất công thay đổi dao cối và thiết lập lại thông số chấn cho máy một lần nữa và thời gian xử lý được giảm xuống.
2. LỰC CHẤN CỦA MÁY (F)
Đó là khả năng chấn/gấp vật liệu của máy. Có 5 yếu tố chính quyết định lực chấn của một máy chấn:
– Loại vật liệu: Vật liệu mềm như Nhôm đòi hỏi lực chấn ít hơn với thép hoặc Inox, Ngược lại Inox hoặc Thép cứng (Q345) lại cần lực chấn lớn hơn.
– Độ dày tôn.
– Chiều dài cần chấn.
– Độ mở cối V: V càng nhỏ thì lực chấn càng lớn.
– Quá trình chấn: Chấn gấp mép đòi hỏi lực chấn lớn hơn chấn góc vuông.

Lực chấn rõ ràng là một trong những thông số quan trọng nhất khi bạn mua máy mới. Nếu muốn biết lực chấn theo yêu cầu công việc, bạn có thể sử dụng công cụ tính lực chấn miễn phí của chúng tôi tại link sau:
Hướng dẫn tính lực chấn cho máy chấn tôn thủy lực
Lưu ý quan trọng: Để kiểm soát tốt sự thay đổi trong đặc tính vật liệu và không làm quá tải Ram máy, Bạn nên luôn luôn lựa chọn máy có lực chấn >20% so với tính toán lý thuyết, bởi vì với nguồn vật liệu ở Việt Nam khá đa dạng và khó chuẩn thông số về độ cứng.
Hơn nữa, nếu tải được tập trung ở một khu vực rất nhỏ (ví dụ với các mảnh dày nhưng ngắn), tốt hơn là nên chọn kích thước máy lớn hơn để tránh làm biến dạng ram.
Đây là thông số quan trọng ảnh hưởng đến kích thước gia công hữu dụng của máy.
– Độ cao mở (E): là thông số bao gồm hành trình di chuyển dao, chiều cao kẹp dao, phần độ cao khuôn giữ cối và độ cao cối chấn hữu dụng.
– Hành trình: là khoảng chiều cao mà dao chấn có thể di chuyển trong quá trình chấn.
– Họng máy: là khẩu độ hình chữ C trong khung bên của máy. Vai trò của họng máy chúng tôi đã nêu ở mục 1.
Như vậy với 3 thông số này sẻ ảnh hưởng đến khả năng thoát phôi của sản phẩm. Để tính được hành trình chấn, bạn cần biết được độ cao mở (E)- cố định theo máy, chiều cao kẹp dao, chiều cao dao chấn, chiều cao khuôn cối, chiều cao cối.

4. BỘ KẸP DAO CỐI
Bộ kẹp dao,cối khá quan trọng trong việc thao tác thay thế dao và cối, ảnh hưởng đến tốc độ làm việc và khả năng linh hoạt của một máy chấn.
Kẹp thủ công:
Đó là kiểu kẹp đơn giản và mạnh mẽ nhất, nhưng cũng tốn nhiều thời gian nhất. Thích hợp cho các máy chấn hạng nặng với việc ít thay đổi dao cụ. Với kẹp này, để thay dao, đòi hỏi bạn phải dùng lục giác tháo/siết từng bulong xong mới kéo dao chấn ra được.

Kẹp tháo lắp nhanh:
Đây là loại kẹp dao chấn phổ biến ở các dòng máy chấn CNC ( ví dụ máy chấn TPM8 của JFY), với loại kẹp này, bạn không cần quá nhiều công sức để tháo dao như kẹp thủ công, bạn chỉ việc xoay các cần gạt trước mặt kẹp là có thế lấy dao ra dễ dàng, nhanh và tiện lợi hơn rất nhiều.

Kẹp dao thủy lực
Đây là loại kẹp sử dụng hệ thống thủy lực để giữ dao, quá trình tháo lắp rất nhanh, kẹp giữ dao cũng rất khỏe và cân bằng. Cơ cấu sử dụng chung hệ thủy lực theo máy hoặc có bộ bơm thủy lực độc lập. Tuy nhiên chi phí đầu tư loại này khá lớn ~7000-10.000$, Nếu bạn ưu tiên về khả năng linh hoạt của máy và tốc độ làm việc thì đây là lựa chọn hoàn hảo

Trên đây là một số nội dung cơ bản mà bạn cần tìm hiểu trước khi lựa chọn mua máy chấn tôn.
Nếu cần thêm thông tin tư vấn, hãy theo dõi các loạt bài kế tiếp để chúng ta cùng đi sâu vào những thông số chi tiết khác hoặc có thể gửi tin nhắn trong chat box cho chúng tôi để được tư vấn.
Cảm ơn bạn đã theo dõi bài viết này !