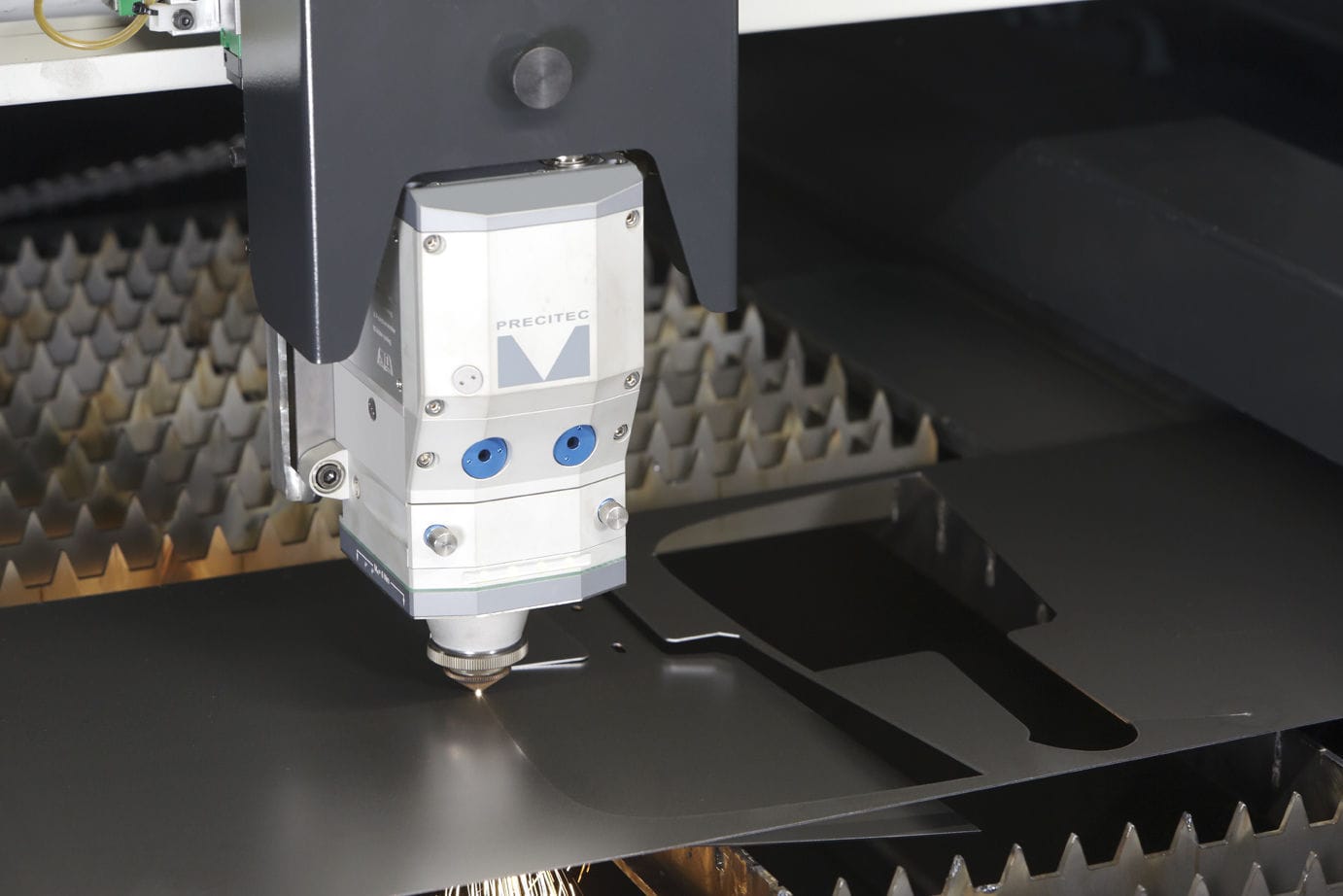
Máy cắt Laser fiber đang trở thành một phương pháp gia công hàng đầu để cắt kim loại, bao gồm đồng thau và đồng. Lý do là vì laser fiber cung cấp khả năng cắt ở độ dày lớn hơn, tốc độ cao hơn, nhưng chi phí thấp hơn so với phương án laser CO2 cũng như các phương pháp cắt khác. Fiber cũng là thiết bị có nguyên lý, cấu trúc truyền dẫn đơn giản hơn laser CO2 nên không cần chi phí bảo trì lớn.
Laser fiber tạo ra mật độ năng lượng thực sự cao trên bề mặt kim loại phản chiếu. Mật độ năng lượng cao gây ra sự tan chảy nhanh chóng bề mặt của các vật liệu này, và do đó quá trình này có thể nhanh chóng vượt qua các rào cản phản xạ và bắt đầu một quá trình cắt ổn định.

Những thách thức của đồng và đồng thau
Đồng và đồng thau được biết đến là những kim loại khó để cắt bằng những phương pháp cắt nhiệt thông thường, bởi vì chúng là những vật liệu phản xạ tốt, và do đó hấp thụ năng lượng kém. Mặc dù độ phản xạ của chúng không giữ nguyên ở tất cả các mức nhiệt độ – nó thay đổi theo nhiệt độ.
Ví dụ, độ phản xạ của đồng khoảng 95% với nhiệt độ, nhưng sau khi tan chảy, nó giảm xuống còn 7%. Do đó, đồng và đồng thau và một số kim loại phản xạ khác hấp thụ ánh sáng laser nhiều hơn khi chúng ở trạng thái nóng chảy.
Đây là lý do tại sao giai đoạn quan trọng nhất trong việc cắt các kim loại phản xạ này là giai đoạn ban đầu, còn được gọi là giai đoạn xuyên thấu, ngay lúc chùm tia laser tương tác với bề mặt kim loại rắn. Sau khi mạch cắt được thiết lập, tia laser chủ yếu tương tác với vật liệu nóng chảy, có khả năng hấp thụ cao hơn nhiều.
Với việc thiết lập công suất nguồn phù hợp, áp suất khí tối ưu và các thông số quy trình, bạn có thể nhanh chóng làm tan chảy bề mặt của các kim loại này và ngăn chặn lượng ánh sáng laser quá mức phản xạ lại và không bị hấp thụ. Ánh sáng phản chiếu quá mức dẫn đến sự không hiệu quả của quá trình cắt và tác động tiềm tàng đối với đầu cắt hoặc nguồn laser.
Công suất cắt tối đa.
Sử dụng công suất tối đa mà laser có thể điều chỉnh để tạo ra mật độ công suất cực đại cao nhất trên bề mặt vật liệu. Điều này sẽ làm giảm thời gian vật liệu ở trong điều kiện phản chiếu nhất. Ví dụ, đối với đồng dày 1mm, công suất cực đại cần thiết là 1.000 W.
Tốc độ cắt
Đặt tốc độ cắt ở mức 10-15% tốc độ tối đa cho cắt thẳng ở giai đoạn đục. Khi chuyển từ chế độ đục lỗ sang cắt, hãy cho phép đủ thời gian dừng để đảm bảo lỗ xuyên qua trước khi di chuyển chùm tia, do đó vết cắt của bạn bắt đầu tốt.
Khí cắt
Nên sử dụng oxy áp suất cao cho đồng, vì oxy tạo thành lớp ngoài tối (đồng oxit) làm giảm độ phản xạ của đồng. Đối với đồng thau, khí cắt nitơ là một lựa chọn tốt.
Vị trí tiêu điểm
Vị trí tiêu điểm của chùm tia laser nên được đặt càng gần càng tốt với bề mặt kim loại cho cả việc xuyên thấu (đục) và cắt. Điều này cho phép bạn có được kích thước chùm hiệu quả tối thiểu trên bề mặt kim loại, để có mật độ năng lượng cao nhất, dẫn đến sự nóng chảy nhanh hơn.
Tất nhiên, tất cả các laser sợi quang Han’s laser đều được trang bị nguồn laser fiber của hãng IPG, ngoài ra máy còn trang bị hệ thống điều khiển, hệ thống kiểm soát khí chuyên dụng để phục vụ cho cắt các loại vật liệu kim loại khó, vì vậy việc cắt đồng và đồng thau rất dễ dàng.
Chỉ cần cho chúng tôi biết độ dày tối đa của vật liệu bạn sẽ cắt và chúng tôi sẽ chỉ định một máy có công suất phù hợp với công việc của bạn.